

Як вырашыць праблему грубай паверхні экструдаваных дзвярэй WPC?
Як вырашыць праблему грубай паверхні экструдаваных дзвярэй WPC?
Пры вытворчасці драўняна-пластычных дзвярных панэляў WPC паверхневая плоскасць вельмі важная для якасці дзвярэй WPC. Тым не менш, многія заводы дзвярэй з дрова-пластыкі бездапаможныя перад праблемай, што паверхня экструдаваных дзвярэй WPC грубая і цьмяная падчас вытворчасці. Сёння каманда інжынера Yongte забяспечвае канкрэтны аналіз і рашэнне для гэтай праблемы.
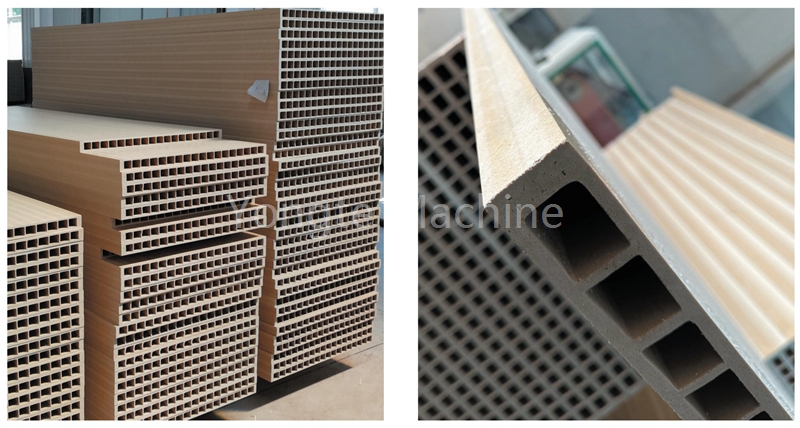
Экструдаваная панэль дзвярэй WPC з драўніны-пластычнай грубай і пышнай, што можа быць звязана з праблемамі ў формуле сыравіны, параметрах працэсу, стану абсталявання або астуджэння і ліцця.
Ніжэй прыведзены канкрэтны аналіз і рашэнні прычыны:
I. Possible cause analysis
1. Праблема з формулай сыравіны
· Стаўленне смалы да напаўняльніка незбалансавана
· Калі ўтрыманне драўлянага парашка/напаўняльніка валакна занадта высокае (напрыклад, больш за 60%), смалы недастаткова, каб абгарнуць часціцы напаўняльніка, што прыводзіць да няроўнай паверхні.
· Індэкс плаўлення (ІМ) смалы занадта нізкі, а цякучасць дрэнная, таму ён не можа раўнамерна запоўніць зазор напаўняльніка.
· Няправільнае даданне дабавак
· Недастатковая змазка: недастатковае даданне ўнутраных змазачных рэчываў (напрыклад, стэарынавая кіслата, парафін), высокая глейкасць расплаву, дрэнная пластыфікацыя матэрыялаў, шурпатая паверхня.
· Адсутнасць глянцавага агента: адсутнічае акрылавы эфір, поліэтыленавага воску і іншыя ўзмацняльнікі бляску, альбо колькасць недастаткова (звычайна 0,2-0,5 часткі).
· Празмерны стабілізатар: Занадта шмат стабілізатара цяпла (напрыклад, свінцовай солі, кальцыя і цынку) можа быць выбіты на паверхню, што ўплывае на бляск.
· Недастатковая папярэдняя апрацоўка ўпаковачных матэрыялаў
· Утрыманне вільгаці ў драўляным парашком занадта высокае (> 5%), а вадзяная пара выпрацоўваецца падчас экструзіі, што прыводзіць да бурбалак або плям на паверхні; Калі лячэнне злучэння (напрыклад, сілана або тытаната) не ажыццяўляецца, інтэрфейс паміж напаўняльнікам і смалой дрэнна спалучаецца, і лёгка ўпасці.
2. Параметры працэсу экструзіі неразумныя
· Няправільны кантроль тэмпературы
· Нізкая тэмпература: Смала не цалкам растане, сумесь з напаўняльнікам нераўнамерная, а грануляваныя выступы з'яўляюцца на паверхні.
· Высокая тэмпература: дэградацыя смалы або карбанізацыя напаўняльніка, шэрая паверхня, без бляску (даведка: Рэкамендаваная база з ПВХ 160-190℃, PE/PP база 180-220℃).
· Хуткасць шрубы і ціск ненармальныя
· Калі хуткасць шрубы занадта хуткая (напрыклад,> 60r/мін), дзеянне зруху моцнае, што прыводзіць да лакальнага перагрэву або дэградацыі матэрыялу; Калі хуткасць шрубы занадта павольная, пластыфікацыя недастатковая, а паверхня грубая.
· Калі ціск цвілі занадта нізкі (напрыклад, <10MPA), расплаў не цалкам запоўнены, а на паверхні не хапае ўшчыльненага бляску.
3. Праблемы з абсталяваннем і цвіллю
· Шруба зношана альбо дызайн не з'яўляецца разумным
· Шруба і шрубавы зазор занадта вялікі (> 3 мм), час утрымання матэрыялу доўгі, а пластыфікацыя не аднастайная; Каэфіцыент сціску недастаткова (напрыклад, <2: 1), што прыводзіць да дрэннай шчыльнасці расплаву.
· Дэфект цвілі бегун
· Унутраная сцяна канала патоку грубая і мае мёртвыя куты, так што матэрыял захоўваецца і карбанізаваны; Канструкцыя вышыўкі неразумная (напрыклад, прамая частка занадта кароткая), так што расплаў сур'ёзна пашыраецца ад штампаў, а паверхня не з'яўляецца гладкім.
· Фільтр забіты
· Калі колькасць сеткі фільтра занадта высокая (напрыклад,> 80) або час выкарыстання занадта доўгі, супраціў матэрыялу вялікая, што прыводзіць да ваганняў ціску і дэфектаў паверхні.
4. Праблемы па астуджэнні і ўстаноўцы
· Хуткасць астуджэння занадта хуткая ці занадта павольная
· Калі тэмпература астуджальнай вады занадта нізкая (напрыклад, <10℃), расплаў хутка будзе зацвярджаецца, і паверхня не будзе цалкам выраўнавана; Калі тэмпература вады занадта высокая (напрыклад,> 30℃), налада будзе недастатковай, і паверхня будзе лёгка падрапана альбо груба.
· Дызайн фіксаванага гільзы неразумны
· Размяшчэнне паміж фіксаваным рукавом і штампамі занадта вялікі, так што раставанне апускаецца і дэфармацыі; Размеркаванне ўнутраных каналаў астуджальнай вады не з'яўляецца раўнамерным, што прыводзіць да супярэчлівага мясцовага астуджэння.
· Хуткасць цягі не адпавядае хуткасці экструзіі
· Калі хуткасць цягі будзе занадта хуткай, дзвярная пласціна будзе расцягнута і прарэзана, а паверхня будзе выглядаць апельсінавай скарынкай; Калі ён занадта павольны, назапашванне прывядзе да шурпатай паверхні.
2. Рашэнні
1. Аптымізаваць формулу сыравіны
· Адрэгулюйце стаўленне смалы да напаўняльніка
· Паменшыце ўтрыманне драўлянага парашка да 50%-55%, павялічце дазоўку смалы (напрыклад, база PE/PP з 30%да 35%), палепшыце пакрыццё; Выберыце высокую смалу Mi (напрыклад, Mi = 8-12G/10min PE), палепшыце цякучасць.
· Разумнае даданне дабавак
· Змазка: Павялічце колькасць унутранай змазкі (напрыклад, стэарынавай кіслаты з 0,3 частак да 0,5 часткі), альбо дадайце злучэнне змазкі (напрыклад, этылен бутылавага стэарата EBS, 0,2-0,4 часткі), каб паменшыць глейкасць расплаву.
· Бляск агента: Дадайце поліэтыленавы воск (0,3-0,5 дэталяў) або акрылавы бляск (0,2 часткі), каб палепшыць паверхневы бляск.
· Агент злучэння: драўляны парашок папярэдне апрацоўваецца сіланам-агентам (напрыклад, дэталі KH-550,0.5-1.0) для паляпшэння міжфазнай сілы злучэння і зніжэння абсыпання напаўняльніка.
· Кантралюйце ўтрыманне вільгаці і тонкасць упакоўкі
· Драўняны парашок сушыць да ўтрымання вільгаці <3%, а грубыя часціцы выдаляюцца шляхам прасейвання (рэкамендуецца, каб памер часціц <80).
2. Адрэгулюйце параметры працэсу экструзіі
· Аптымізаваць налады тэмпературы
· Прымаецца рэжым "паэтапнае ацяпленне", напрыклад, чатырохступеньчатая тэмпературная ўстаноўка ПВХ 165℃ (Раздзел падачы)→175℃ (Раздзел сціску)→185℃ (раздзел расплаву)→180℃ (Раздзел цвілі), каб пераканацца, што смала цалкам пластылізуецца і не дэградуецца.
· Калі паверхня грубая з-за недастатковай пластыфікацыі, тэмпературу плаўлення могуць павялічыцца на 5-10℃; Калі яго дэградуюць з -за перагрэву, тэмпературу трэба знізіць і час знаходжання.
· Параўнайце хуткасць шрубы з хуткасцю цягі
· Хуткасць шрубы кантралюецца пры 40-50R/мін, а стаўленне хуткасці цягі да хуткасці экструзіі складае 1,1-1,3: 1. Раўнамернасць таўшчыні дзвярной пласціны рэгулюецца назіраннем.
· Павялічце ціск цвілі
· Заменіце больш сеткавы фільтр (напрыклад, 60 сетак да 80 сетак), альбо паменшыце зазор, каб расплаў цалкам ушчыльняўся пад высокім ціскам (мэтавы ціск 12-15mpa).
3. Агледзіце абсталяванне і формы
· Праверце знос шрубы і бочкі
· Вымерайце зазор паміж шрубай і бочкай, калі ён перавышае 3 мм, заменіце шруба або ствала, каб пераканацца, што каэфіцыент сціску складае 2,5-3: 1 для паляпшэння эфекту пластыфікацыі.
· Паліроўка цвілі бягуна і памірае
· Унутраная сцяна бягуна цвілі адшліфаваны люстэркам (шурпатасць RA <0,8μм) для ліквідацыі мёртвых кутоў; Прамая ўчастка штампа пашыраецца ў 10-15 разоў дыяметр трубы, каб паменшыць пашырэнне ад штампаў.
· Ачысціце фільтр
· Рэгулярна заменіце экран фільтра (рэкамендуецца правяраць яго кожныя 4 гадзіны) і выдаляць захаваны карбанізаваны матэрыял.
4. Палепшыць працэс астуджэння і ліцця
· Аптымізаваць тэмпературу астуджальнай вады і хуткасць патоку
· Тэмпература з фіксаванай вадой кіруецца 15-25℃, а хуткасць патоку складае 5-8 л/мін. Сегментаванае астуджэнне (тэмпература вады ў пярэдняй частцы крыху вышэй, а тэмпература вады ў задняй частцы ніжэй), каб пазбегнуць раптоўнага астуджэння, што прыводзіць да нераўнамернага напружання паверхні.
· Адрэгулюйце становішча формы рукавы і цяга
· Размяшчэнне паміж рукавам ліцця і штампам скарочана да 5-10 мм, каб забяспечыць своечасовае ліццё расплаву; Цягавая машына прымяняе нязначнае напружанне (каля 5-10N), каб пазбегнуць расцяжэння дэфармацыі.
· Дадаць працэс ачысткі паверхні
· Адразу пасля экструзіі тонкі пласт парафінавага эмульсіі або паліурэтана празрыстага лаку наносіцца праз паліроўку роліка або прылады для пакрыцця для паляпшэння бляску і гладкасці паверхні.
3. Прафілактыка і штодзённае абслугоўванне
1. Стварыце базу дадзеных рэцэптаў і працэсаў
· Запішыце найлепшую тэмпературу, ціск, хуткасць цягі і іншыя параметры, якія адпавядаюць розным суадносінам сыравіны для хуткай карэкціроўкі.
2. Рэгулярна падтрымліваць абсталяванне
· Ачысціце экстрадэрную бочку і цвіль кожны тыдзень, праверце сістэму кантролю тэмпературы і ланцуг астуджэння вады кожны месяц, каб забяспечыць стабільную працу.
3. Агляд першай часткі і маніторынг працэсаў
· Пасля запуску машыны вазьміце першы кавалак і праверце яе з дапамогай шурпатасці (мэта RA <3.2μм) і бляскны лічыльнік (мэта 60° Бляск> 30GU) і адрэгулюйце параметры ў часе.
З дапамогай вышэйзгаданых мер якасць паверхні драўняна-пластычных дзвярных панэляў можа быць эфектыўна палепшана для дасягнення роўных і бліскучых стандартаў знешняга выгляду.