

Рашэнне для праблем з рэльефным насцілам WPC
Рашэнне для праблем з рэльефным насцілам WPC
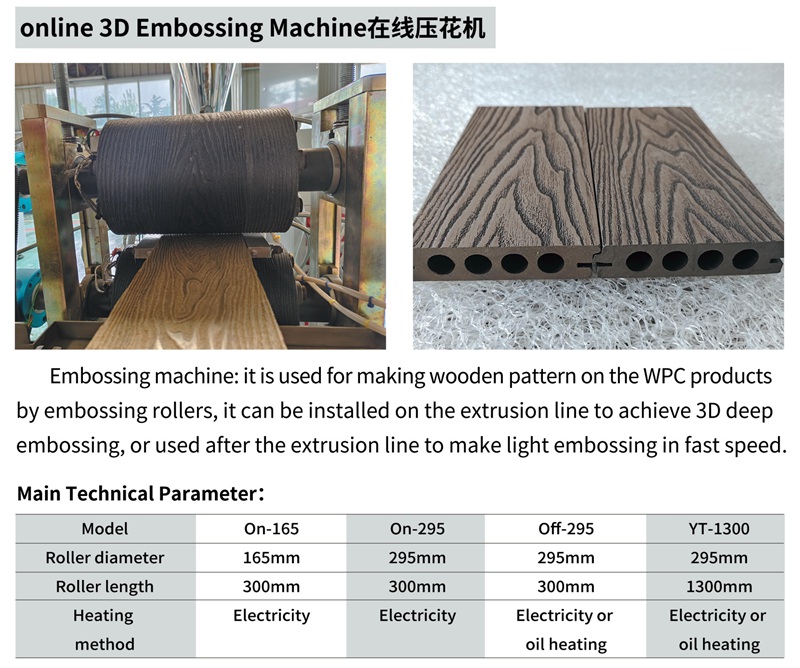
Пры вытворчасці насцілу WPC у Інтэрнэце вельмі важна для якасці прадукту, але многія аператары сутыкаюцца з праблемамі падчас вытворчасці, што прыводзіць альбо да размытых узораў, альбо да няроўнай глыбіні рэльефу.
Не панікуйце! Сёння Yongte будзе дзяліцца з вамі нашым прафесійным рэльефным "Kit". Прачытаўшы яго, вы можаце наўпрост зразумець якасную насціл WPC! На самай справе, пакуль вы асвоіце ключавыя моманты, сцэна перакульвання таксама можа быць цудоўна трансфармавана! Далей інжынеры Yongte навучаць вас крок за крокам, каб ператварыць "сцэну перакульвання" ў "столь знешняга выгляду"!

Невызначаная карціна на паверхні драўляна-пластычнага падлогі можа быць выклікана многімі фактарамі, такімі як сыравіна, вытворчы працэс, формы абсталявання і г.д. Наступныя прычыны і рашэнні:
I. Праблемы з сыравінай
1. Неразумнае суадносіны сыравіны
Прычына:
Змест раслінных валокнаў, такіх як парашок з дрэва/бамбука, занадта высокі, альбо доля пластыкавых субстратаў (напрыклад, PE, ПВХ) занадта нізкая, што прыводзіць да дрэннай цякучасці сумесі і цяжкасці ў запаўненні дэталяў малюнка цвілі.
Занадта шмат напаўняльніка (напрыклад, карбанат кальцыя) можа паменшыць пластычнасць расплаву і выклікаць незразумелы націск.
Прапановы рашэння:
Аптымізаваць суадносіны формулы і належным чынам павялічыць утрыманне пластыкавага субстрата (напрыклад, стаўленне PE/PVC павялічылася да 40%~ 60%), каб гарантаваць, што расплаў мае добрую цякучасць пры высокай тэмпературы.
Кіруйце колькасцю напаўняльніка альбо выкарыстоўвайце матэрыялы напаўняльніка з больш дробным памерам часціц (напрыклад, карбанат нана кальцыя), каб палепшыць аднастайнасць сумесі.
2. Дрэнны эфект плаўлення сыравіны
Прычына:
Тэмпература апрацоўкі недастатковая, пластык не цалкам раставаны, і спалучэнне з валакна не шчыльная, і тэкстура цвілі не можа быць цалкам перададзена падчас націску.
Утрыманне вільгаці ў сыравіне занадта высокае (асабліва драўляны парашок), а вадзяная пара генеруецца пры высокай тэмпературы, што прыводзіць да паверхневых бурбалак або размытых узораў.
Прапановы рашэння:
Павялічце тэмпературу экструдэра (напрыклад, павышэнне тэмпературы разрэза на 5 ~ 10 ℃), каб забяспечыць пластыку пластыку, і ў той жа час пазбягайце дэградацыі матэрыялу, выкліканай празмернай тэмпературай.
Высушыце абалоніну сыравіну, напрыклад, драўляны парашок (утрыманне вільгаці кантралюецца ніжэй за 3%), якую можна папярэдне апрацаваць сушыльным абсталяваннем.

II. Праблемы з вытворчым працэсам
1. Недастатковы ціск экструзіі
Прычына:
Хуткасць шрубы экструдара занадта нізкая, альбо шруба носяцца, што прыводзіць да недастатковага ціску расплаву і не ў стане эфектыўна запоўніць канаўку малюнка цвілі.
Канструкцыя канала патоку цвілі неразумная (напрыклад, на ўваходзе занадта шырокі, каэфіцыент сціску недастатковы), што прыводзіць да празмернай страты ціску.
Прапановы рашэння:
Адпаведна павялічце хуткасць шрубы (напрыклад, павелічэнне 10 ~ 20 r/мін), альбо заменіце зношаны шруба/бочка, каб павялічыць ціск дастаўкі расплаву.
Аптымізуйце структуру цвілі, павялічце даўжыню раздзела сціску або адрэгулюйце каэфіцыент сціску канала патоку (напрыклад, ад 2: 1 да 3: 1), каб забяспечыць дастатковы ціск на малюнку.
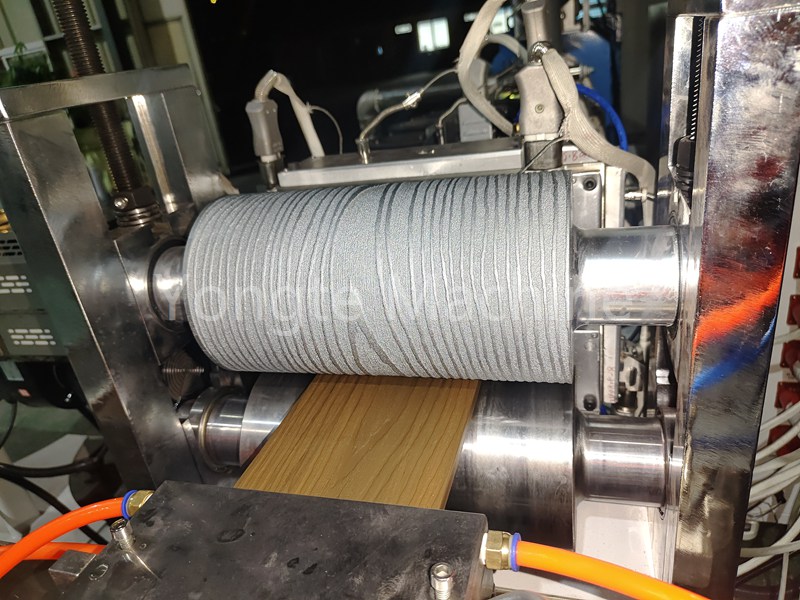
2. Няправільнае кіраванне рэльефам і кантроль астуджэння
Прычына:
Адлегласць паміж рэльефным ролікам і разеткай экструдара занадта далёка, расплаў занадта хутка астывае, і цяжка выцягнуць выразны малюнак пасля таго, як паверхневая цвярдзеецца.
Тэмпература рэльефнага валіка занадта высокая ці занадта нізкая: занадта высокая тэмпература можа лёгка выклікаць дэфармацыю малюнка; Занадта нізкая тэмпература прывядзе да хуткага астывання, а малюнак няпоўны.
Хуткасць астуджэння няроўная, а лакальны малюнак размываецца з -за хуткага ўсаджвання.
Прапановы рашэння:
Скароціце адлегласць паміж рэльефнай станцыяй і экстрударам (рэкамендуецца кантраляваць у межах 50 ~ 100 см), каб гарантаваць, што расплаў знаходзіцца ў лепшым пластычным стане.
Менавіта кантралюйце тэмпературу рэльефнога роліка (звычайна на 20 ~ 30 ℃ ніжэй, чым тэмпература плаўлення), якую можна ў рэжыме рэальнага часу рэгулявацца праз сістэму кантролю тэмпературы.
Аптымізуйце сістэму астуджэння і выкарыстоўвайце сегментаванае астуджэнне (напрыклад, спачатку астуджэнне паветра, а затым астуджэнне вады), каб забяспечыць раўнамернае павярхоўнае астуджэнне і пазбегнуць хуткай дэфармацыі астуджэння.
Iii. Абсталяванне і ціснулыя праблемы з ролікамі
1. Выпушчаны ролікавы знос альбо дэфекты дызайну
Прычына:
Пасля доўгатэрміновага выкарыстання краю рэльефнога роліка носяцца і прытупляюць, што прыводзіць да недастатковага трохмернага пачуцця рэльефнага малюнка.
Глыбіня малюнка занадта дробная (напрыклад, <0,3 мм) або кут занадта вялікі (напрыклад, кут скока> 60 °), і расплаву складана запоўніць звесткі пра наканечнік.
Прапановы рашэння:
Рэгулярна правярайце знос рэльефнога валіка, падтрымлівайце або заменіце яго своечасова, каб забяспечыць востры край малюнка.
Аптымізацыя канструкцыі малюнка -рэльефу роліка: Глыбіня рэкамендуецца складаць 0,5 ~ 1,0 мм, а кут скосу кантралюецца пры 45 ° ~ 55 °, каб палегчыць запаўненне расплаву і дэматынг.
2. Недастатковая дакладнасць рэльефу роліка
Прычына:
Шырокасць паверхні рэльефнога роліка недастаткова (напрыклад, значэнне RA> 1,6 мкм), альбо дакладнасць гравюры гравюры нізкая (напрыклад, недастатковая лазерная гравіравальная дазвол), што прыводзіць да размытых ліній.
Ціск паміж рэльефным ролікам і цягавым валікам нераўнамерны (напрыклад, розніца левай і правага ціску> 5%), што прыводзіць да частковай яснасці і частковай размыцця малюнка.
Прапановы рашэння:
Ачыстка паверхні рэльефнога роліка (напрыклад, храмаванае пакрыццё, люстраная паліраванне), кантроль над шурпатасцю RA≤0,8 мкм і выкарыстоўвайце высокадакладную тэхналогію гравіроўкі (напрыклад, гравіроўку лазернай лазернай валакна, дазвол ≤0,02 мм).
Калібруйце сістэму ціску ціску на ролікавым ціску, каб забяспечыць раўнамернае ціск з левых і правых бакоў (памылка <2%), якую можна кантраляваць у рэжыме рэальнага часу датчыкам ціску.

IV. Іншыя фактары
1. Занадта хуткая хуткасць цягі
Прычына:
Хуткасць цягі не адпавядае хуткасці экструзіі (напрыклад, хуткасць цягі> Хуткасць лініі экструзіі 15%), што прыводзіць да празмернага расцяжэння расплаву падчас рэльефу і згладжвання дэталяў малюнка.
Прапановы рашэння:
Адрэгулюйце хуткасць цягі так, каб хуткасць цягі адпавядала хуткасці экструзіі (памылка ≤5%), якую можна кантраляваць пры дапамозе інвертарнай сувязі.
2. Няправільнае выкарыстанне змазкі
Прычына:
Празмернае даданне змазкі (напрыклад, больш за 1,5%) прыводзіць да таго, што паверхня расплаву будзе занадта гладкай, лёгка слізгаць падчас рэльефу і складана ўтварыць узоры.
Рашэнне:
Паменшыце колькасць змазкі (напрыклад, кантроль яе ў межах 0,5%~ 1,0%), альбо заменіце яе ўнутранай змазкай з лепшай сумяшчальнасцю (напрыклад, гліцэрыл -стэаратам), каб пазбегнуць закранутасці на адгезію расплаву.
Падводзячы вынік, вырашэнне праблемы інтэрнэт -рэльефу патрабуе некалькіх аспектаў. Знайдзіце першапрычыну і вырашайце яе ў адпаведнасці з фактычнай вытворчай сітуацыяй. Тады вы можаце стабільна вырабляць якасную і прыгожую насцілу WPC. Калі ў вас ёсць якія -небудзь патрэбы, калі ласка, звяжыцеся з камандай інжынернай каманды Yongte, каб дапамагчы вам вырашыць розныя праблемы ў вытворчасці WPC Decking у Інтэрнэце.
