

дадому > прадукты > Драўляны пластык WPC Экструзійная машына > Машына для вырабу дзвярэй WPC > Працэс вытворчасці дзвярэй WPC



Працэс вытворчасці дзвярэй WPC
Yongte з'яўляецца прафесійным вытворцам для машыннай машыны для вытворчасці дзвярэй WPC з паслугай праекта пад ключ і высокай якасцю
мадэль:SJSZ92188
Адправіць запыт
Апісанне Прадукта
Yongte WPC Door Process Process Process для праекта "пад ключ"
Працэс патоку працэсу вытворчасці дзвярэй WPC звычайна ўключае ў сябе наступнае:
Я, падрыхтоўка сыравіны:
Закупкі сыравіны: выберыце якасную смалу з ПВХ, драўляны парашок або драўлянае валакно ў якасці асноўнай сыравіны. ПВХ смала звычайна выбірае прадукты ўнутранай маркі медыцынскага ўзроўню, а драўляны парашок забяспечваецца прафесійнымі драўлянымі кампаніямі з якаснымі відамі дрэў з дрэва, а для задавальнення вытворчых патрабаванняў неабходныя патрабаванні да вытворчасці.
Драўляны парашок трэба ацэньваць, абследаваць, зямлю, сушаць і пакрыць, каб забяспечыць яго якасць і прадукцыйнасць у наступнай апрацоўцы. У той жа час дапаможныя матэрыялы, такія як стабілізатары, пенапласты, мадыфікатары, змазкі, фарбавальнікі і г.д., рыхтуюцца ў пэўнай прапорцыі.
Інгрэдыенты: У адпаведнасці з патрабаваннямі прадукцыйнасці прадукту і формулай, дакладна ўзважце розныя сыравіны і дадайце іх у змешвае абсталяванне.
II, змешванне:
Пакладзеце ўзважаную смалу з ПВХ, драўляны парашок, стабілізатар, пенапласт, мадыфікатар і г.д.
Награванне і змешванне: Падчас працэсу змешвання матэрыял награваецца, каб пластызаваць смалу з ПВХ. Тэмпература звычайна кантралюецца прыблізна ў 100 ℃ -150 ℃, а час складае каля 5-15 хвілін. Канкрэтныя параметры залежаць ад формулы і абсталявання.
Астуджэнне і разгрузка: Пасля завяршэння змешвання матэрыял астуджаецца прыблізна да 40 ℃ -60 ℃, а затым выкідваецца ў сметніцу для чакання.

III, WPC дзвярыма профіль выцякання:
Кармленне: змешаны матэрыял перадаецца ў бункер экструдэра праз аўтаматычнае прыладу кармлення.
Платызацыя экструзіі: Матэрыял падвяргаецца верціцца экструзіі і нагрэву шрубы ў ствале экструдара, а таксама пластызуецца і змешваецца, утвараючы раўнамерную пластыкавую драўніну. Тэмпература экструдара звычайна кантралюецца пры 140 ℃ -185 ℃, галоўная хуткасць рухавіка-7-15R/мін, а хуткасць кармлення-10-15R/мін.
Утварэнне цвілі: пластываны матэрыял праходзіць праз экструзійны порт экструдэра і трапляе ў загадзя распрацаваную форму. Пад дзеяннем цвілі ўтвараецца бесперапынная нарыхтоўка з неабходнай формай папярочнага перасеку, напрыклад, нарыхтоўку дзвярной рамы, дзвярнога ліста і г.д.
Астуджэнне і фарміраванне
Астуджэнне: экструдаваная нарыхтоўка адразу ж трапляе ў прыладу астуджэння, звычайна выкарыстоўваючы астуджэнне вады або паветранае астуджэнне, каб хутка астудзіць і застываць нарыхтоўку і сфармуляваць яго ў неабходную форму і памер.
Цяга: Падчас астуджэння нарыхтоўка цягнецца цягай, каб забяспечыць яго бесперапынную і стабільную экструзію і астуджэнне. Хуткасць цягі адпавядае хуткасці экструзіі, як правіла, каля 1-5 м/мін.
Рэзка
Выразанне з фіксаванай даўжынёй: Пасля астуджэння і фарміравання драўняна-пластычная дошка або профіль разразаюцца на неабходную даўжыню пры дапамозе рэжучага абсталявання ў адпаведнасці з патрабаваннямі памеру дзвярэй, такімі як вертыкальная рамка, гарызантальная рама дзвярэй і памер дзвярнога ліста.
Рэзанне абрэзкі: краю разрэзаных дэталяў аздоблены для выдалення задзіры, успышкі і г.д., каб краю дэталяў былі гладкімі і плоскімі, каб забяспечыць ўстаноўку і выкарыстоўваць прадукцыйнасць дзвярэй.

IV, WPC дзвярныя панэлі Экструзіравання:
Кармленне: змешаны матэрыял перадаецца ў бункер экструдэра праз аўтаматычнае прыладу кармлення.
Платызацыя экструзіі: Матэрыял падвяргаецца верціцца экструзіі і нагрэву шрубы ў ствале экструдара, а таксама пластызуецца і змешваецца, утвараючы раўнамерную пластыкавую драўніну. Тэмпература экструдара звычайна кантралюецца пры 140 ℃ -185 ℃, галоўная хуткасць рухавіка-7-15R/мін, а хуткасць кармлення-10-15R/мін.
Утварэнне цвілі: пластываны матэрыял праходзіць праз экструзійны порт экструдэра і трапляе ў загадзя распрацаваную форму. Пад дзеяннем цвілі ўтвараецца бесперапынная нарыхтоўка з неабходнай формай папярочнага перасеку, напрыклад, нарыхтоўку дзвярной рамы, дзвярнога ліста і г.д.
Астуджэнне і фарміраванне
Астуджэнне: экструдаваная нарыхтоўка адразу ж трапляе ў прыладу астуджэння, звычайна выкарыстоўваючы астуджэнне вады або паветранае астуджэнне, каб хутка астудзіць і застываць нарыхтоўку і сфармуляваць яго ў неабходную форму і памер.
Цяга: Падчас астуджэння нарыхтоўка цягнецца цягай, каб забяспечыць яго бесперапынную і стабільную экструзію і астуджэнне. Хуткасць цягі адпавядае хуткасці экструзіі, як правіла, каля 1-5 м/мін.
Рэзка
Выразанне з фіксаванай даўжынёй: Пасля астуджэння і фарміравання драўняна-пластычная дошка або профіль разразаюцца на неабходную даўжыню пры дапамозе рэжучага абсталявання ў адпаведнасці з патрабаваннямі памеру дзвярэй, такімі як вертыкальная рамка, гарызантальная рама дзвярэй і памер дзвярнога ліста.
Рэзанне абрэзкі: краю разрэзаных дэталяў аздоблены для выдалення задзіры, успышкі і г.д., каб краю дэталяў былі гладкімі і плоскімі, каб забяспечыць ўстаноўку і выкарыстоўваць прадукцыйнасць дзвярэй.

V, лячэнне паверхні:
Шліфаванне: Выкарыстоўвайце шліфавальную машыну для пяску паверхні разрэзаных дзвярэй, каб выдаліць дэфекты паверхні, палепшыць плоскасць і шурпатасць, а таксама забяспечыць добрую аснову для наступнай апрацоўкі паверхні.


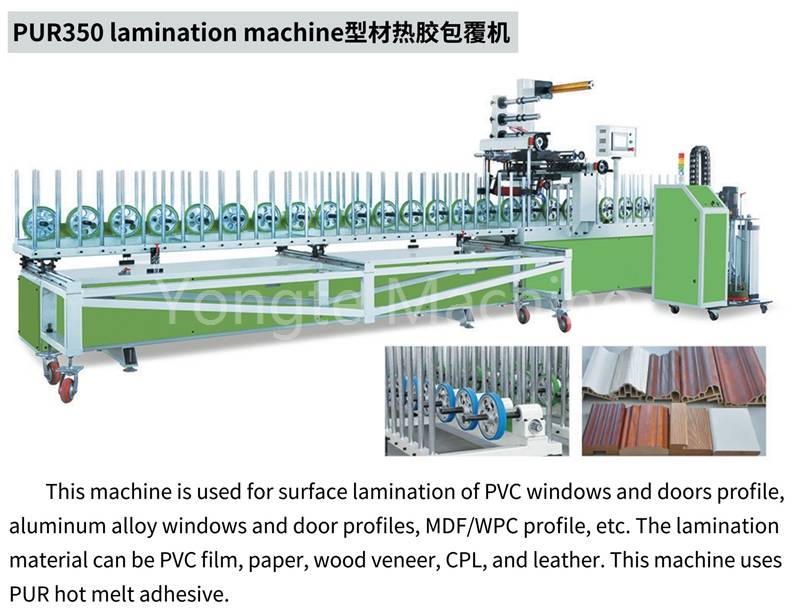
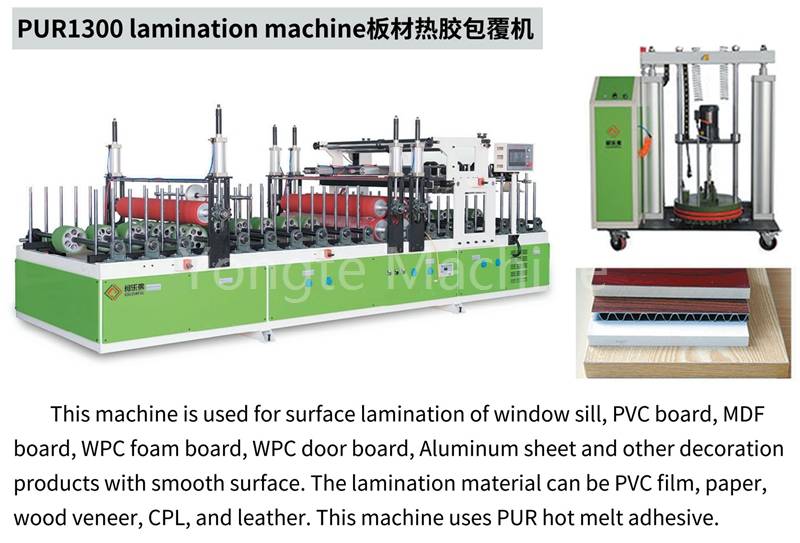
Ламінацыя або афарбоўка: Тэхналогія цеплавой перадачы можа быць выкарыстана для пераносу розных драўляных зерняў, колераў і ўзораў на паверхню дзвярэй, каб у прадукце былі розныя драўляныя зерні і колеры; Ён таксама можа быць пафарбаваны, пафарбаваны і г.д., каб павялічыць прыгажосць і даўгавечнасць дзвярэй. Акрамя таго, можна праводзіць перытанеальную апрацоўку, а пласт ахоўнай плёнкі можа быць прымацаваны для выканання воданепранікальнай і непранікальнай ролі.





Vi, Зборкі WPC дзверы
Збор дзвярэй: Збярыце разрэзаныя дэталі дзвярэй, як правіла, выкарыстоўваючы шарніры і тэнаны, склейвае суставы або раздымы, каб забяспечыць структурную цвёрдасць і дакладнасць вымярэння рамы дзвярэй.
Устаноўка дзвярных лістоў: Збярыце дзвярны ліст з дзвярной рамкай, усталюйце абсталяванне, такія як завесы і замкі дзвярэй, адладжванне адчынення і закрыцця гнуткасці дзвярэй, а таксама забяспечце нармальную функцыю выкарыстання дзвярэй.

Vii, якасны агляд дзвярэй WPC:
Правядзіце інспекцыю якасці на паверхні, апрацаваным WPC Door Leaf і профілямі, такімі як памер, знешні выгляд, прадукцыйнасць і г.д., каб пераканацца, што яны адпавядаюць адпаведным стандартам і патрабаванням.


Viii, упакоўка і склад: упакайце профілі дзвярэй WPC, якія прайшлі праверку якасці і захоўваюць іх на складзе для захоўвання і апекі.
Гарачыя тэгі: Машына вытворчасці дзвярэй WPC, Кітай, вытворца, пастаўшчык, завод, купля, якасць, CE, кошт
Звязаная катэгорыя
Машына для вырабу профіляў WPC
Машына для вырабу дзвярэй WPC
Машына для вырабу дошак WPC
Дапаможная машына для апрацоўкі WPC
Адправіць запыт
Калі ласка, не саромейцеся пакінуць свой запыт у форме ніжэй. Мы адкажам вам на працягу 24 гадзін.





