

Рашэнне для адхілення памераў, дэфармацыі і дэфармацыі ў вытворчасці дзвярэй WPC
Рашэнне для адхілення памераў, дэфармацыі і дэфармацыі ў вытворчасці дзвярэй WPC
Анатацыя
Дзверы з дрэва-пластыку (WPC) сталі асноўным прадуктам у сучаснай прамысловасці вытворчасці дзвярэй і вокнаў дзякуючы сваім выдатным перавагам, уключаючы экалагічнасць, вільгацятрываласць, устойлівасць да карозіі і нізкі агульны кошт вытворчасці. Тым не менш, адхіленне памераў, дэфармацыя і незваротная дэфармацыя з'яўляюцца трыма распаўсюджанымі дэфектамі якасці ў працэсе экструзіі і фармавання дзвярэй WPC. Гэтыя праблемы не толькі зніжаюць плоскасць паверхні і агульны выгляд гатовай прадукцыі, але і непасрэдна ўплываюць на наступную эфектыўнасць зборкі, тэрмін службы прадукцыі і задаволенасць кліентаў. Грунтуючыся на шматгадовым вопыце вытворчасці на месцы і тэхнічных даследаваннях, прафесійныя інжынеры з Yongte абагульняюць мэтанакіраваныя рашэнні для рэгулявання і выпраўлення трох вышэйзгаданых дэфектаў, імкнучыся даць надзейныя тэхнічныя даведкі для вытворцаў дзвярэй з WPC для аптымізацыі вытворчых працэсаў і павышэння якасці прадукцыі.

1. Уводзіны
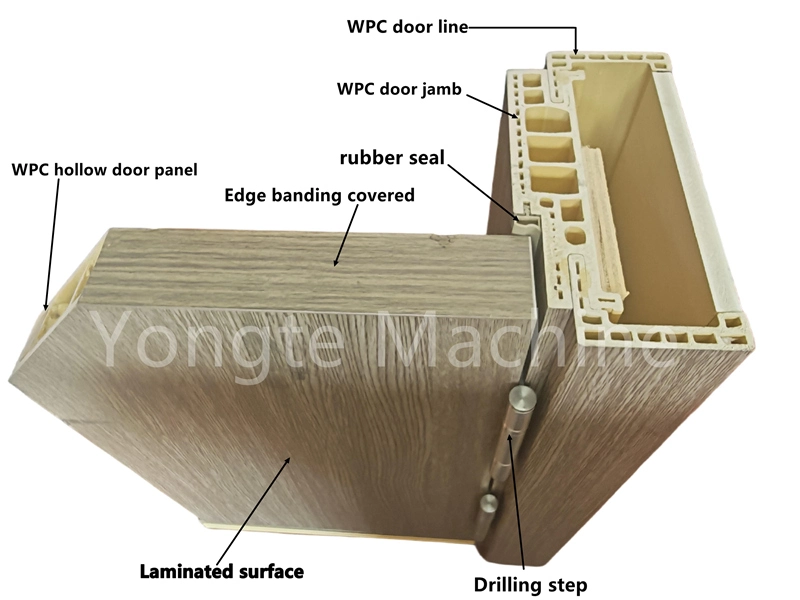
Матэрыялы WPC складаюцца з расліннага валакна, тэрмапластычнай смалы, функцыянальных дадаткаў і іншай сыравіны шляхам высокатэмпературнага плаўлення і экструзійнага фармавання. Пад уплывам шматлікіх фактараў, такіх як суадносіны сыравіны ў формуле, тэмпература экструзіі, сістэма астуджэння, хуткасць цягі і працэс рэзкі, паўфабрыкаты і гатовыя дзвярныя вырабы з WPC схільныя да няўстойлівых агульных памераў, аднабаковай або двухбаковай дэфармацыі і структурнай дэфармацыі. У адрозненне ад традыцыйных дзвярэй з масіва дрэва і дзвярэй з ПВХ, дзверы з ДПК маюць складаныя характарыстыкі ўнутраных структурных нагрузак. Сляпая адладка аднаго параметру працэсу не можа цалкам ліквідаваць дэфекты якасці; патрабуецца сістэматычная аптымізацыя ад фармавання, астуджэння да наступнай апрацоўкі. У гэтым дакуменце аналізуюцца асноўныя прычыны распаўсюджаных дэфектаў і прапаноўваюцца магчымыя стратэгіі выпраўлення.
2. Прычыны і спосабы выпраўлення распаўсюджаных дэфектаў дзвярэй WPC
2.1 Адхіленне памераў
2.1.1 Прычыны дэфектаў
Адхіленне ў памерах адносіцца да хібнасці паміж фактычнай даўжынёй, шырынёй і таўшчынёй дзвярэй WPC і стандартнымі праектнымі значэннямі, што ў асноўным адбываецца на стадыі рэзкі і экструзійнага фармавання. Да асноўных фактараў, якія спрыяюць гэтаму, адносяцца нераўнамернае астуджэнне профіляў, ваганні хуткасці цягі, неабгрунтаваная канструктыўная канструкцыя сістэмы фарміравання і памылкі ручной або механічнай рэзкі. Празмерныя памылкі ў памерах прывядуць да дрэннага супастаўлення падчас зборкі дзвярной рамы, што прывядзе да зазораў, закліноўвання дзвярэй і іншых праблем пасля продажу.
2.1.2 Прафесійныя карэкцыйныя мерапрыемствы
Па словах тэхнічнай групы Yongte, камбінаваны працэс вакуумнага фармавання, цыркуляцыі вадзянога астуджэння і стабільнага кантролю цягі з'яўляецца ядром кантролю дакладнасці памераў дзвярэй WPC. Па-першае, сістэма вакуумнага фарміравання прымяняецца для абмежавання вонкавага контуру экструдаваных WPC-профіляў у рэжыме рэальнага часу, каб пазбегнуць пашырэння або ўсаджвання профілю, выкліканага цеплавым пашырэннем і халодным сцісканнем. Па-другое, прылада цыркуляцыйнага вадзянога астуджэння сканфігуравана для раўнамернага і паступовага астуджэння ўнутранага і вонкавага слаёў дзвярной панэлі, ліквідацыі лакальных адрозненняў ва ўсаджванні і стабілізацыі асноўнага памеру профілю пасля фармавання.
Акрамя таго, вельмі важна падабраць высокадакладную цягавую прыладу з пастаяннай хуткасцю, каб пазбегнуць ваганняў памеру, выкліканых хуткай і павольнай цягай. У супрацоўніцтве з аптымізаваным рэжучым абсталяваннем з фіксаванай даўжынёй уся вытворчая лінія можа рэалізаваць дакладнасць рэзкі, якая кантралюецца ў межах±1 мм, які цалкам адпавядае патрабаванням высокага стандарту зборкі гатовых дзвярэй з ДПК.

2.2 Дэфармацыя панэлі
2.2.1 Прычыны дэфектаў
Коробленне - адзін з найбольш частых дэфектаў дзвярэй з ДПК, які ў асноўным выяўляецца ў выглядзе дуговага выгібу дзвярнога палотна ў гарызантальным або вертыкальным кірунку. Асноўныя першапрычыны ахопліваюць асіметрычную хуткасць астуджэння з абодвух бакоў профілю, неадпаведны зазор кромкі экструзійнай формы і нестабільнае нацяжэнне цягі. Асіметрычнае астуджэнне прывядзе да неадпаведнага ўсаджвання на верхняй і ніжняй паверхнях дзвярной панэлі; неабгрунтаваны зазор памерці губа прывядзе да нераўнамернага разраду кампазітных матэрыялаў; і частае ваганне хуткасці цягі пагоршыць незбалансаванае размеркаванне напружання паўфабрыкатаў.
2.2.2 Прафесійныя карэкцыйныя мерапрыемствы
Каб прынцыпова вырашыць праблему дэфармацыі, вытворцам неабходна правесці сінхронную аптымізацыю сістэмы астуджэння, структуры формы і параметраў цягі. Па-першае, укараніце збалансаванае кіраванне астуджэннем, адрэгулюйце паток вады і тэмпературу канала астуджальнай вады з абодвух бакоў формы для фармавання, забяспечце сінхронную хуткасць астуджэння верхняй і ніжняй частак дзвярной панэлі WPC і паменшыце розніцу напружання, якая ўзнікае на этапе астуджэння.
Па-другое, рэгулярна выяўляйце і калібруйце зазор экструзійнай формы, каб забяспечыць сіметрыю зазору злева і справа, а таксама з верхняга і ніжняга бакоў, каб расплаўленыя WPC матэрыялы маглі раўнамерна выводзіцца, а шчыльнасць усіх частак дзвярной панэлі заставалася нязменнай. Нарэшце, падтрымлівайце пастаянную рабочую хуткасць цягавага блока, усталюйце разумны парог нацяжэння, пазбягайце раптоўнага паскарэння і запаволення і не дапусціце знешняй цягавай сілы, якая выклікае незваротнае дэфармаванне пры выгіне неастылай зацвярдзелай дзвярной панэлі.

2.3. Структурная дэфармацыя
2.3.1 Прычыны дэфектаў
У адрозненне ад дэфармацыі паверхні, структурная дэфармацыя адносіцца да ўнутраных незваротных пашкоджанняў дзвярных профіляў WPC, у тым ліку паглыбленняў, скручванняў і агульнага разбурэння. Гэты дэфект у асноўным выкліканы неабгрунтаванай канструкцыяй шляху астуджэння, рэшткавым унутраным напружаннем у матэрыяле і незбалансаванай формулай сыравіны. Неразумныя шляхі астуджэння прывядуць да залішняй рэшткавым напружання ўнутры профілю; неадпаведнасць суадносін расліннага валакна, пластыкавай матрыцы і дабавак знізіць трываласць і структурную стабільнасць WPC матэрыялаў, робячы гатовую прадукцыю схільнай да дэфармацыі пры знешніх тэмпературных зменах і знешняй сіле экструзіі.
2.3.2 Прафесійныя карэкцыйныя мерапрыемствы
Інжынеры Yongte прапануюць тры асноўныя напрамкі аптымізацыі для вырашэння праблем структурнай дэфармацыі: аптымізацыя шляхоў астуджэння, зняцце рэшткавага ўнутранага напружання і карэкціроўка формулы сыравіны. Што тычыцца шляхоў астуджэння, перапрацуйце схему ўнутраных і знешніх каналаў астуджальнай вады фармовачнага абсталявання, прыміце рэжым градуяванага астуджэння папярэдняга астуджэння, фарміравання з пастаяннай тэмпературай і канчатковага астуджэння, рэалізуйце павольнае скіданне напружання пры астуджэнні фармоўкі і пазбягайце празмернага назапашвання ўнутранага напружання.
Для рэгулявання ўнутранага напружання дадайце секцыю старэння для зняцця напружання пасля працэсу цягі, змесціце першапачаткова адлітую дзвярную панэль у асяроддзе з пастаяннай тэмпературай і вільготнасцю на пэўны перыяд для ліквідацыі рэшткавага напружання. З пункту гледжання аптымізацыі формулы, адрэгулюйце суадносіны змешвання драўнянага парашка, часціц пластыка, счэпкі і стабілізатара, палепшыце межфазную сілу сувязі паміж раслінным валакном і тэрмапластычнай смалой, павялічце агульную трываласць і антыдэфармацыйную здольнасць кампазітных матэрыялаў і істотна знізіце верагоднасць структурнай дэфармацыі.
3. Заключэнне
Адхіленне памераў, дэфармацыя і дэфармацыя з'яўляюцца ключавымі вузкімі месцамі, якія абмяжоўваюць павышэнне якасці дзвярных вырабаў з WPC, а ўзнікненне розных дэфектаў ўзаемазвязана і ўплывае на некалькі вытворчых звёнаў. У рэальным вытворчасці вытворцы павінны не толькі абапірацца на адладку аднаго параметра, але і стварыць сістэму кантролю якасці поўнага працэсу, якая ахоплівае формулу сыравіны, экструзійнае фармаванне, вакуумнае фармаванне, вадзяное астуджэнне, астуджэнне і цягу з пастаяннай хуткасцю.
Прыняцце высокадакладнага вытворчага працэсу вакуумнага фармавання + вадзянога астуджэння + стабільнай цягі для кантролю памерных памылак, адпаведнасць збалансаванага астуджэння і сіметрычнай структуры штампа для стрымлівання дэфармацыі, а таксама аптымізацыя шляхоў астуджэння і формул матэрыялу для ліквідацыі структурнай дэфармацыі можа эфектыўна вырашыць вышэйзгаданыя агульныя праблемы якасці. Для дзвярных прадпрыемстваў WPC стандартызаваная налада параметраў працэсу і штодзённае абслугоўванне абсталявання таксама з'яўляюцца важнымі перадумовамі для падтрымання стабільнай якасці прадукцыі ў доўгатэрміновай перспектыве.
Папярэдні:Прычына расколін у WPC насціле