

Yongte дапамог кліентам аптымізаваць вытворчасць насцілаў з WPC, дасягнуўшы на 40% большай прадукцыйнасці
Yongte забяспечвае тэхнічную падтрымку для аптымізацыі працы Лініі па вытворчасці насцілаў WPC, у выніку чаго a 40% павелічэнне эфектыўнасці выхаду.
Нядаўна кліент папрасіў нас даць тэхнічная падтрымка для павелічэння вытворчых магутнасцяў шляхам аптымізацыі працы іх SJSZ65/132Лінія па вытворчасці насцілаў WPC, які ў цяперашні час мае прадукцыйнасць 130 кг / гадзіну. Кліент імкнуўся павялічыць вытворчыя магутнасці, але не меў яснасці ў стратэгіі аптымізацыі. Атрымаўшы запыт па электроннай пошце, наша каманда неадкладна пачала тэхнічную кансультацыю.
Які цяперашні стан вытворчасці?
Першыляжаць, Наша тэхнічнае назіранне пацвердзіла, што вытворчы працэс заказчыка забяспечвае выдатную якасць прадукцыі без дэфармацыі або недастатковага астуджэння. Мы сабралі наступныя вытворчыя параметры:
ТокВытворчае становішча:
① - машына: SJSZ65/132Экструзійная лінія WPC
② - Прадукт: насціл з масіва WPC
③ - Памеры профілю: 140× 21 мм
④ - Вага профілю: прыкладна 3,5 кг/м
⑤ - Каліброўка: 2× Калібратары 240 мм
⑥ - Ніжняе цячэннеАстуджэнне: 2000 ммастуджальныя ванны
⑦ - Выцягванне: не ўстаноўлена
⑧ - Бягучая стабільная прадукцыйнасць: прыблізна 130 кг/г
⑨ - Адпаведная хуткасць лініі: прыблізна 0,62 м/мін
Якія бягучыя працоўныя параметры?
Гэтыяаперацыйнаяпараметры будуць мець вырашальнае значэнне пры вызначэнні патэнцыйных абласцей для паляпшэння і наступных крокаў для павышэння вытворчага патэнцыялу кліента. Зыходзячы з гэтага, мы паведамілі ім пра нявыкарыстаны патэнцыял вытворчых магутнасцей. Далейшы аналіз параметраў іх экструзіі выявіў наступныя ўмовы працы:
Бягучыя налады і эксплуатацыйныя даныя:
① - машына: SJSZ65/132Экструзійная лінія WPC
② - Хуткасць рухавіка падачы: 550RPM
③ - Электрычны ток харчавання: 2,23 А
④ - Хуткасць рухавіка экструдара: 700 абаротаў у хвіліну
⑤ - Электрычны ток рухавіка экструдара: 33,5 А
Якое рашэнне прапануе Ёнтэ?
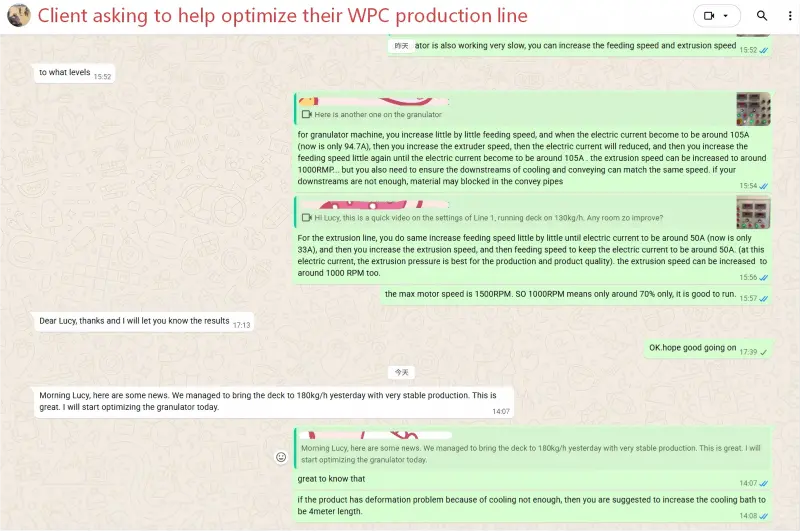
Мы пацвердзілі, што экструдар кліента абсталяваны рухавіком пераменнага току, які кіруецца інвертарам ABB і мае максімальную хуткасць 1500 абаротаў у хвіліну. У цяперашні час матор працуе толькі на 700 абаротах у хвіліну—менш за палову намінальнай магутнасці. Для стабільнай і эфектыўнай вытворчасці рухавік звычайна можа працаваць на хуткасці 1000-1100 абаротаў у хвіліну (прыкладна 70% ад максімальнай магутнасці). Таму мы рэкамендавалі паступова павялічваць як хуткасць падачы, так і хуткасць экструдара, у канчатковым выніку падтрымліваючы хуткасць рухавіка на ўзроўні 1000-1100 абаротаў у хвіліну, адначасова рэгулюючы хуткасць падачы, каб падтрымліваць ток рухавіка каля 50 А.
У той жа час кліент таксама павінен унесці адпаведныя карэктывы ў экструдар і тэмпературу формы ў залежнасці ад рэальных умоў вытворчасці і характарыстык матэрыялу. Акрамя таго, па меры павелічэння хуткасці экструзіі неабходна прапарцыйна павялічваць даўжыню астуджальнай ванны, каб забяспечыць больш хуткае і раўнамернае астуджэнне прадукту, тым самым гарантуючы якасць прадукту і стабільнасць памераў.
У выніку вытворчасць павялічылася на 40%.
Пасля завяршэння ўсіх неабходных карэкціровак заказчык змог дасягнуць значнага паляпшэння эксплуатацыйных характарыстык, паспяхова павялічыўшы агульную прадукцыйнасць прыкладна да 180 кілаграмаў у гадзіну. Гэта ўдасканаленне было дасягнута без змены фундаментальнай структуры існуючай вытворчай лініі, якая працягвала выкарыстоўвацца для вытворчасці таго ж высакаякаснага насцілу, што і раней.
Цяпер у нашым нядаўна распрацаваным і вельмі прасунутымЛінія экструзіі профілю WPC, мы ўбудавалі сучасныя серварухавікі, якія забяспечваюць значна больш дакладнае кіраванне хуткасцю і забяспечваюць выключна стабільную працу. Гэтыя ўдасканаленыя серварухавікі дазваляюць выконваць тонкую наладу, павышаючы як эфектыўнасць, так і надзейнасць усяго вытворчага працэсу. Акрамя таго, экструзійная лінія абсталявана пашыраным 8-метровым калібравальным сталом, які працуе ў бесперашкодным спалучэнні з 6-метровымі астуджальнымі ваннамі. Гэтая канфігурацыя забяспечвае шырокую магутнасць астуджэння, эфектыўна падтрымліваючы аптымальныя тэмпературныя ўмовы нават падчас высакахуткасных вытворчых работ, тым самым забяспечваючы нязменную якасць прадукцыі і дакладнасць памераў.

Папярэдні:Паведамленне аб карэкціроўцы цаны